



Investment casting is also called lost wax casting. Its products are precise, complex and close to the final shape of the part. It can be used directly without processing or with little processing. Therefore, investment casting is an advanced technology with a near-net shape.
History of Investment Casting
The history of investment casting can be traced back to 4000 years ago. The earliest countries of origin were Egypt, China and India, and then it spread to other countries in Africa and Europe.
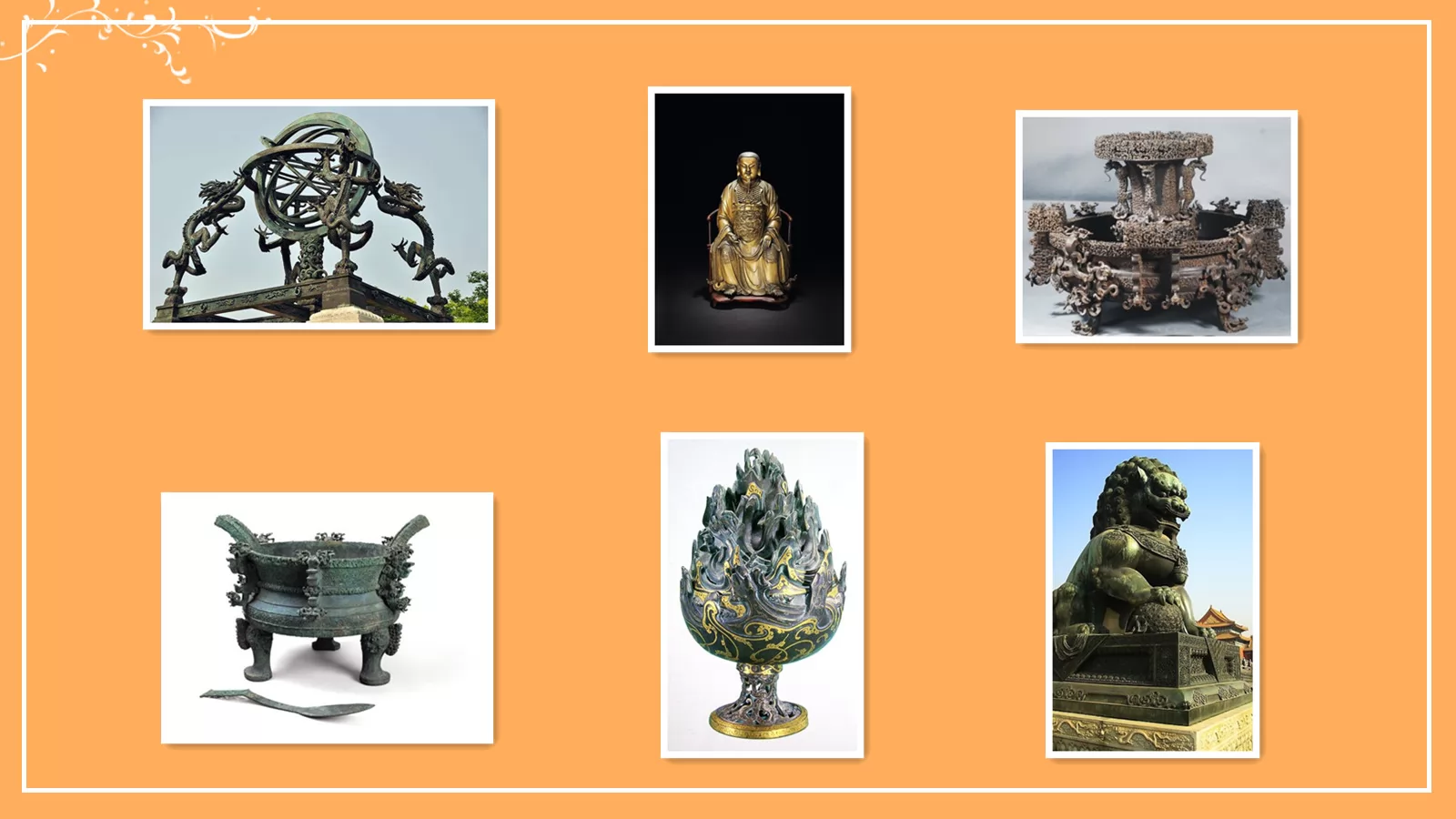
There are many investment castings in ancient China, such as Prince Wu Ding and Bronze Forbidden in the late Spring and Autumn Period, the Zhengzhou Yizun and Pan of the Warring States Period, the Tongcuo Jin Boshan Furnace and the Changxin Palace Lantern in the Han Dynasty, and Dong Qin in the Sui Dynasty made gilt Amitabha Bronze statue. The armillary sphere of the Ming Dynasty, the statue of Emperor Wudang Zhenwu, and the bronze lion of Taihe Gate of the Qing Palace.
In West Africa, after about the 11th century, a large number of investment castings were made. In the 16th century, the investment casting process was widely used by artists and sculptors. The bronze statue of Perseus Cepheid and the Banshee leader made by Benvenuto Cellini is one of the most outstanding works.
The earliest written description of lost wax casting in the world is the "Dongtian Qinglu Collection" by Zhao Xihu in the Southern Song Dynasty (1127-1279 AD) in China. Then there was Cai Lini's 1568 thesis, Ming Dynasty Song Yingxing's "Tiangong Kaiwu" and the mid-16th century VaVrinec Krickes' "Cannon, ball, chase gun, bell casting and preparation guidance" and so on.
At the end of the 19th century, the dental casting was used in dental investment casting, combined with centrifugal casting technology to produce dental castings. In the early 20th century, in order to produce thicker dental parts, people began to study the factors affecting the dimensional stability of wax moulds and shells, as well as the solidification and shrinkage properties of some metals and alloys. In the early 1930s, the materials used in investment moulds were adjusted. From 1900 to 1940 there were more than 400 patents in this area. Investment casting technology is also widely used in the jewellery industry.
Aero-engine parts that work in harsh environments, such as turbochargers, cannot meet performance requirements if they use traditional alloys. In the late 1930s, it was discovered that the drill-base alloy developed by Austenal Laboratory for surgical transplantation had an excellent performance at high temperatures and could be used in turbochargers. However, this type of alloy is difficult to process, and investment casting has become the process method for forming this type of alloy. It rapidly developed industrial technology, entered the aviation and defence industries, and quickly applied to other industrial sectors.
Since investment casting was used in industrial production in the 1940s, it has been developing at a relatively rapid rate for half a century. According to reports, in 1996, the world investment casting industry (excluding the former Soviet Union) accounted for 50% in North America, 25% in Europe, 20% in Asia, and the remaining 5%. The United States, China and the United States account for 95%, while Europe is the United Kingdom 42%, France 26%, Germany 19%, Italy 7%, and the remaining 6%. The sales of investment casting in the United States reached US$2.61 billion. In 1970 and 1980, the sales of investment casting in the United States were 250 million U.S. dollars and 1.1 billion U.S. dollars respectively, which was 10.4 times that of 1970 in 1996 and 2.37 times that of 1980. It can be seen that the investment casting industry is developing rapidly.
Now investment casting is used in almost all industrial sectors except for aviation and weapons sectors, especially electronics, petroleum, chemical, energy, transportation, light industry, textiles, pharmaceuticals, medical machinery, pumps and valves.
The Development of Modern Investment Casting
The rapid development of investment casting is achieved by its technological development and technological progress. All aspects of the investment casting process have made great progress. There are also many new materials, new processes and new equipment that have a greater impact on the development of investment castings, such as water-soluble cores, ceramic cores, improved metal materials, and large investment Casting technology, titanium alloy investment casting, directional solidification and single crystal casting, filtration technology, hot isostatic pressing, rapid prototyping technology, computer application in investment casting, and mechanized automation.
Technological development enables investment casting not only to produce small castings but also to produce larger castings. The outline size of the largest investment casting is nearly 2m, while the minimum wall thickness is less than 2mm. At the same time, investment castings are becoming more precise, in addition to linear tolerances, parts can also achieve higher geometric tolerances. The surface roughness value of investment castings is getting smaller and smaller, which can reach Ra0.4um.
In addition, due to the improvement of materials and the development of technology, the mechanical properties of castings are getting better and better. Turbine blades are a good example. The performance of turbine blades has been greatly improved due to advances in material and technology. From the 1960s to the 1990s, the materials (American brands) of turbine blades ranged from IN100, B1900 to MM200, MM247, Then developed to PWA1480; at the same time, due to the development of solidification technology, turbine blades have changed from traditional equiaxed crystal (EQ) to directional solidified columnar crystal (DS), and then expanded to single crystal (SC) blades, thus making the turbine blade The working temperature is increased from 980℃ to above 1100℃.
The development of titanium alloy investment casting technology has enabled titanium alloy, an important structural material in modern industry, to use investment casting methods to produce sophisticated and complex parts, such as aircraft engine intermediate casings, compressor casings, and medical implants. Especially the emergence of large-scale integral titanium investment castings, which replace assembly parts, reduce the weight of the machine, increase the lifespan, and achieve good results. According to reports, the largest titanium investment casting hub produced in 1992 weighed 340kg after welding, with a diameter of 1.918m and a height of 0.591m.
Hot isostatic pressing (HIP) technology has been widely used in turbine blades and other investment castings. It uses high temperature and high pressure and relies on metal creep and plastic deformation to heal defects such as loose and hot cracks inside the casting. After treatment, the density of the casting can reach the theoretical density of the metal, thereby improving the performance. Hot isostatic pressing can increase the high-temperature low-frequency fatigue performance of nickel-based superalloys, titanium alloys and aluminium alloys by 3-10 times; increase the durability of nickel-based superalloys and titanium alloys by more than 2 times; increase the performance of castings and The degree of dispersion is reduced to one-sixth of the original.
In order to shorten the production cycle and simplify the process, investment casting is combined with the rapid prototyping technology (RPT) that appeared in the 1980s, using RPT's stereolithography (SLA), selective laser sintering (SLS), and fusion deposition manufacturing method (FDM) or Layered Entity Manufacturing (LOM) and other processes make plastic, wax and paper prototypes instead of traditional wax moulds, or use direct mould production method (DSPC) process to produce ceramic shells for investment casting production to enhance Improved market competitiveness.
The progress of mechanization and automation has broken the old concept that "the investment casting process cannot be mechanized". Japan, the United Kingdom and the former Soviet Union have successfully used the investment casting process to produce low-cost automobiles and other civilian parts.
Conclusion
In short, with the development of casting technology, investment casting has been able to produce more refined, larger and stronger high-value products. "Precision", "large" and "thin wall" are the distinctive features of modern investment casting. At the same time, investment casting has made new breakthroughs in the production of low-cost parts and rapid production. All these have enabled the application of investment casting to be expanded, and thus it is in a more advantageous position in the competition with other processes and has a bright future.