


Casting deformation is one of the most common defects in casting. It’s a pity that after more than a dozen processes, you find that because of the deformation of the casting you cannot meet the customer's requirements. Today we will roughly talk about the causes of casting deformation and solutions to it. I hope this article could help you.
Castings often undergo different degrees of deformation, such as bending, warping, twisting deformation, dents, irregular circles and ellipses, and uneven wall thicknesses, which are all called deformations. The degrees of deformation of the casting is generally relative to the overall deformation. Besides, the non-compliance with the size of the drawing caused by the change of the external dimension is called deformation.

It is not difficult to find that deformed products often have thick walls and are sunken inward. While the thin-walled products are mostly convex.
The deformation of the casting will cause the product size to not meet the requirements of the drawing, and affect the machining of subsequent products. Part of the positional deformation may also affect the clamping, resulting in deviations after processing. Severe deformation of the casting may lead to insufficient machining allowance, which may even cause the casting to be scrapped, leading to loss of roughness and processing.
1. Deformation of the wax mold. Since the wax mold is produced during the production process, there is a mold taking and placement. In this process, if the mold is taken incorrectly, when the wax mold is not completely cooled, it can be easily deformed due to external force. The placement after taking the mold is also very important.
2. Deformation caused by product structure. For some products with uneven wall thickness, there is a shrinkage process in the wax mold and pouring process. The shrinkage ratio of the wall thickness position will be greater than the shrinkage ratio of the thin wall position, resulting in problems such as depression and deformation.
3. Deformation caused by the placement of the mold shell after pouring. The mold shell has just been poured for a long time, and the product is still kept at a high temperature. If we can’t place it in a standardized way and stack it together, it will exert external force on our castings, and the castings are in the process of cooling and solidification. The performance of casting is not completely stable, resulting in deformation of the casting.

4. Deformation caused by improper operation of workers when cleaning the sand and shaking the shell. Under the high-frequency vibration of the shell shaker, the casting is unstable, which causes the casting to deform.

5. Deformation caused by heat treatment. The main reason is that the strength of the casting is reduced after thermal expansion and softening during the heat treatment process. The deformation of the casting is caused by its own gravity, and can also be caused by the release of the stress accumulated in the structure during the transformation of the structure. This kind of deformation has great influence on the size and shape of castings.
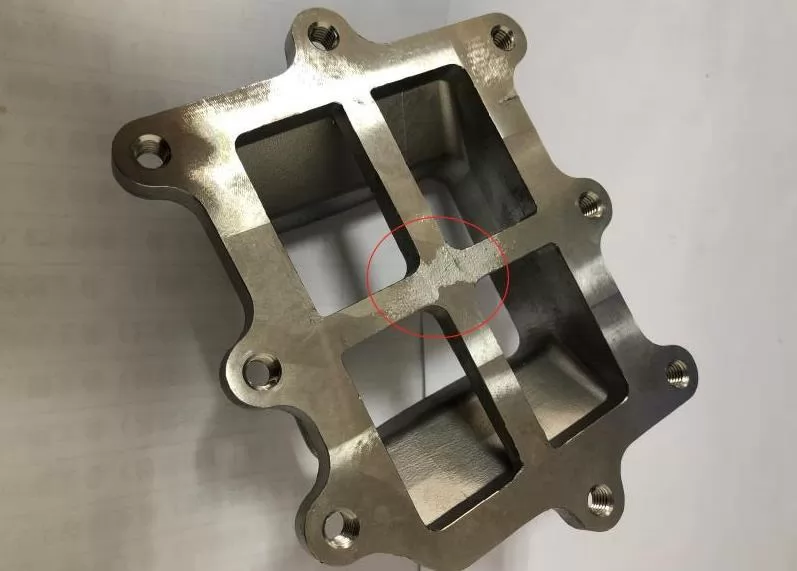
6. Deformation caused by the welding of wax pattern and group tree. This kind of deformation mostly occurs in products with multiple pouring risers and complex structures. Due to external force during welding, the two gates that should be in the same straight line appear to be bent.
7. Deformation caused by improper operation of the coated shell when making the shell. In the process of shell making, there are problems in the mixing and drying of the slurry, which makes the product bulge, which is also a kind of deformation.

8. Deformation caused by subsequent processes. In the post-processing processes, excessive shot blasting and a large number of product stacks will cause casting deformation.

1. Reasonably design the product structure to make the product wall thickness more uniform, and the wall thickness should not be too large. In the sample development stage, the product structure must be reviewed for casting to reduce the risk of deformation of the product caused by the structure.
2. Design the anti-deformation amount of the product. We Besser Casting achieve this by measuring the size of the casting blank and the wax mold of the product. Of course, this requires a lot of data to support it in order to get the anti-deformation amount and correct the mold.
3. For open castings, we Besser Casting often control the deformation of the product by adding craft ribs at the opening.

4. If there is no way to change the structure of some products, and it is difficult to meet the requirements of the drawings through shaping and other methods, it is necessary to add sufficient margin to the product and control it through machining.
5. During the wax mold making stage, there is a shrinking process when the wax mold is cooled. This process is very easy to cause the wax mold to deform. Deformation is often controlled by reasonable placement and water cooling. There are some cases where the shrinkage variable caused by the different wall thickness is not easy to control. As a result, the standard block is often used to control the size of the wax mold, and the standard block is taken out after the wax mold is cooled.
6. Reasonable placement and process control of castings in the subsequent process.
1. Cold correction
The cold correction method is based on the size of the deformed casting and the thickness of the section. Castings can be hammered, impacted or squeezed at room temperature by using a hand hammer, a straightening machine, a water (oil) press or some simple pressurization methods as correction methods. Practice has proved that when cold straightening is used to correct the deformation of general castings, it is difficult to achieve the expected effect. However, for the correction of deformation of high manganese steel castings, cold correction can only be adopted (determined by material properties).
2. Hot correction
The hot correction method is to heat the deformed casting above the elastoplastic temperature zone of the material, and restore the deformation of the casting through external forces such as extrusion and bracing to achieve the purpose of correction.
The heating temperature of the thermal correction method is roughly divided into two types. One is high temperature (that is, austenitizing temperature); the other is low temperature, which is the heating temperature of low temperature annealing or high temperature tempering. The two heating temperatures have their own advantages and disadvantages. The "high temperature" asks for high requirements for the operators and the operation is difficult, but the correction time is short; the "low temperature" needs less requirements for the operator, the operation is simple, and the correction success rate is high, but the correction time is relatively longer.
In the production process of castings, it is necessary to fully consider the product structure, material and other factors, identify key characteristics, and adopt corresponding casting techniques and measures in accordance with specific conditions. All of these steps that are mentioned above help to reduce the occurrence of casting deformation.